| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
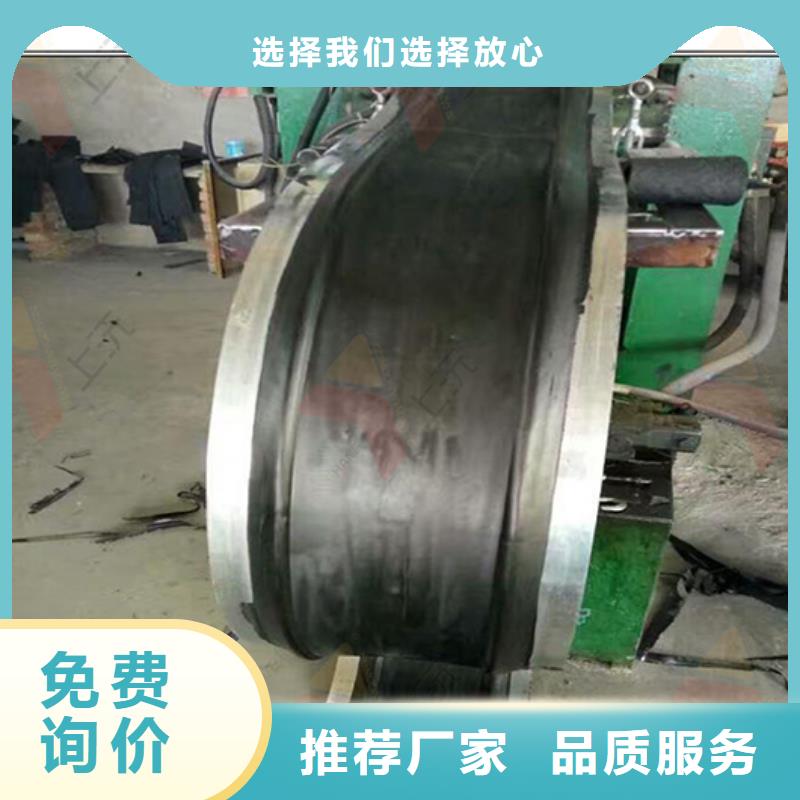
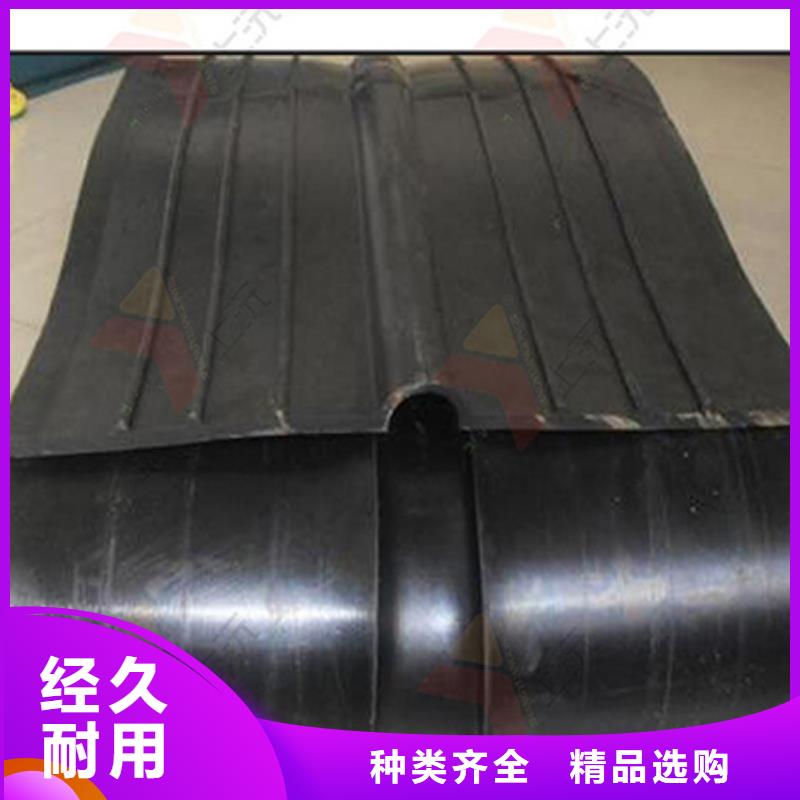
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |
| 范围 | 生产基地位于【衡水】,供应范围覆盖浙江省 杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 鹿城区、龙湾区、瓯海区、洞头区、永嘉县、平阳县、苍南县、文成县、泰顺县、瑞安市、乐清市等区域。 |



上沅工程技术(温州市分公司)一家以开发、生产,设计等多种类型的 固定支座的大型企业,位于龙熙顺景A区3号楼,库存充足,公司实现流程式操作和制度化。高素质的专业职工、雄厚的资金和技术支持,更是为实现产品的卓著品质提供了有力确保。
我公司的产品常年畅销全球名地,同时也是多家知名企业的一级 固定支座供应商,我司凭着多年的生产经验,以专业的水平,专注生产,专心做事为宗旨,通过技术的创新,改革,引领行业向前发展!



在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。





名片")